
ARTÍCULOS
“CARACTERIZACIÓN Y REDUCCIÓN DE LA MATERIA DISUELTA Y COLOIDAL EN LA FABRICACIÓN DE PAPEL Y CARTÓN RECICLADO EN LA EMPRESA INPETFA SAC.”
“CHARACTERIZATION AND REDUCTION OF DISSOLVED AND COLLOIDAL MATTER IN THE MANUFACTURE OF RECYCLED PAPER AND CARDBOARD IN THE COMPANY INPETFA SAC”
 Jorge Enrique Flores Franco jfloresf@gmail.com
Ramon Enrique Barrera Gutiérrez rebagu@hotmail.com
Jorge Enrique Flores Franco jfloresf@gmail.com
Ramon Enrique Barrera Gutiérrez rebagu@hotmail.com
Puriq
Universidad Nacional Autónoma de Huanta, Perú
ISSN: 2664-4029
ISSN-e: 2707-3602
Periodicidad: Cuatrimestral
vol. 2, núm. 2, 2020
Recepción: 10 Marzo 2020
Aprobación: 09 Abril 2020
Autor de correspondencia: jelias_s@hotmail.es

CITAR COMO: Elías Silupo, J. W., Flores Franco, J. E., & Barrera Gutiérrez, R. E. (2020). “Caracterización y Reducción de la materia disuelta y coloidal en la fabricación de papel y cartón reciclado en la empresa Inpetfa sac.”. Puriq, 2(2), 92–108. https://doi.org/10.37073/puriq.2.2.74
Resumen: La utilización de papel y cartón de recuperación como materia prima para la fabricación de papel y cartón reciclado, presenta numerosas ventajas al medio ambiental y económico. Sin embargo, también tiene graves inconvenientes debido a la cantidad de contaminantes que se introducen en el sistema. Los contaminantes que se encuentran en forma de materia disuelta y coloidal no pueden ser eliminados por los procesos mecánicos convencionales y cuando se desestabilizan, por un cambio brusco de las condiciones del sistema, son responsables directos de la formación de manchas y agujeros en el producto final. El objetivo del presente trabajo es desarrollar un procedimiento para determinar la presencia de materia disuelta y coloidal en el agua del proceso papelero, de manera práctica y precisa. Las aguas caracterizadas, se desestabilizan con un polímero catiónico, favoreciendo la formación de depósito diseñado para tal fin, que permite llevar a cabo la determinación cuantitativa mediante un sistema de análisis Físico Quimico. Con el método desarrollado, una vez validado y determinada su reproductividad, se lleva a cabo un estudio con aguas reciclada obtenida a partir de las suspensiones de pasta que contienen los contaminantes propios del proceso del reciclado de papel, tales como: adhesivos, ceras, jabones de destintado, etc. Se estudia el efecto que ejercen distintas variables, como la naturaleza del contaminante, la presencia de aditivos de destintado, la naturaleza de los agentes de desestabilización y las características del medio (Ph, Temperatura, Solidos Totales, DQO, DBO5, Aceites y Grasas etc.).
Palabras clave: Papel y cartón reciclado, materia disuelta, coloide, polímero catiónico.
Abstract: The use of recovery paper and cardboard as a raw material for the manufacture of recycled paper and cardboard, presents numerous environmental and economic advantages. However, it also has serious drawbacks due to the amount of contaminants that are introduced into the system. Contaminants that are in the form of dissolved and colloidal matter cannot be eliminated by conventional mechanical processes and when destabilized, by a sudden change in the conditions of the system, are directly responsible for the formation of spots and holes in the final product. The objective of the present work is to develop a procedure to determine the presence of dissolved and colloidal matter in the water of the paper process, in a practical and precise way. The waters characterized, are destabilized with a cationic polymer, favoring the formation of deposit designed for such purpose, which allows to carry out the quantitative determination by means of a chemical physical analysis system. With the developed method, once validated and its reproductivity determined, a study is carried out with recycled water obtained from pulp suspensions that contain the contaminants of the paper recycling process, such as adhesives, waxes, de-inking soaps, etc. The effect of different variables, such as the nature of the contaminant, the presence of deinking additives, the nature of the destabilizing agent and the characteristics of the medium (Ph, Temperature, Total Solids, DQO, DBO5, Oils and Fats etc.).
Keywords: Recycled paper and cardboard, solid waste, dissolved matter, colloid.
INTRODUCCIÓN
El proceso de la industria de las fibras aglomeradas ha alcanzado un progreso considerable en su demanda, debido al desarrollo alcanzado por la industria de curtido de cuero y fabricación de papel, que existe en la ciudad de Trujillo. El desarrollo de estas industrias es consecuencia de la gran actividad de la industria del calzado en la región, que se provee de cueros, en el caso de las curtiembres, y papel, cartón reciclado, en el caso de nuestra empresa. Los productos fabricados en INPETFA SAC, que son diferentes tipos de cartón recuperado, son ofrecidos en forma de planchas con dimensiones y especificaciones de acuerdo con el cliente, para ser utilizadas como materias primas en industrias del calzado, o para la elaboración de diferentes tipos de cajas o productos requeridos para el desarrollo del proceso en otras industrias. (Elías, 2015).
La fabricación de fibras aglomeradas está basada en materiales reciclados como el cartón, el papel mixto, papel periódico, etc., de productos que desechan las curtiembres como retazos de suela, que es empleado en la fabricación de planchas de cuero recuperado para luego emplearse en la industria del calzado, los retazos de suela son también recolectada y empleada para el proceso y proporcionar a las planchas mejores características físicas. El proceso de producción es realizado de manera continua, produciéndose el pedido que es requerido, o almacenándose el producto para su posterior venta. Esta industria se caracteriza por los bajos costos que presenta la materia prima, ya que en su mayor parte es material reciclado, además de ayudar a la preservación del medio ambiente, originando una simbiosis industrial, factor que cobra una gran importancia en nuestros tiempos. (Elías, 2015).
Los costos crecientes de las materias primas, las actuales limitaciones medioambientales y la tendencia originada por la percepción social, han provocado la disminución de los consumos específicos (Tm de recursos naturales consumidos/Tm de bienes producidos de los recursos naturales utilizados en la industria), así como la diversificación de los recursos utilizados, que incluye el reciclado y el empleo de materias primas marginales, para reducir el consumo de recursos no renovables o renovables a largo plazo. (Elías, 2015).
La industria de la fabricación de papel y cartón constituye un claro ejemplo de estas tendencias por emplearse una materia prima principal noble, cuyo consumo incontrolado origina problemas ambientales de deforestación, como muestra su evolución hacia el uso de materias primas fibrosas recicladas y/o alternativas. También se tiende hacia un menor consumo de agua y hacia la utilización de agua de alimentación a la planta de menor calidad. (Elías, 2015).
El uso de fibras secundarias y/o alternativas como materia que es el papel archivo, periódico y el cartón reciclado, para la industria papelera, presenta numerosas ventajas medioambientales y económicas, pero tiene también, graves inconvenientes. Estos están relacionados con la gran variedad de contaminante. que las materias primas de recuperación incorporan al proceso o, con las nuevas formas de contaminación que aparecen con el empleo de nuevas materias primas, en los procesos de obtención de fibras a partir de materias primas marginales o recicladas. Estas formas de contaminación pueden ser, debidas a la composición de estas materias primas o bien a que los procesos de fabricación se han desarrollado en base a otras materias primas, que presentan problemas diferentes, pero ya conocidas y por ello, de mejor solución. (Elías, 2015).
Los problemas que presenta, la incorporación de contaminantes con las materias primas empleadas se ven agravadas por el cierre de los circuitos de aguas, que tiene a su vez como consecuencia inmediata la acumulación de materia disuelta y coloidal, de sólidos en suspensión y el incremento de la temperatura. (Elías, 2015).
Esta consecuencia directa está plenamente justificada, así se tiene en cuenta los principios generales de los procesos en continuo, cuando se aumenta el aporte de propiedades indeseables, y al mismo tiempo, se reduce el caudal de purga del proceso, aumenta inexorablemente el nivel de la propiedad indeseable.
Para evitar los problemas asociados, tanto a las materias primas fibrosas secundarias, como al cierre de los circuitos de aguas, la industria papelera tiende a utilizar cada vez un mayor número de aditivos en el proceso de fabricación. Los aditivos cumplen inicialmente la función para la que han sido incorporados, pero, a su vez, se convierten en contaminantes potenciales cuando se introducen nuevamente en el proceso con las fibras recicladas, lo que representa, a lo largo del ciclo de vida del producto, un nuevo inconveniente. (Monte, 2000).
También cabe considerar, el efecto acumulativo que puede tener la fracción del aditivo no retenida sobre el papel, y la diferencia de función, a veces antagónica, que puede presentar el aditivo no retenido, en zonas distintas de las de su aplicación, cuando se recircula en el circuito. (Monte, 2000).
Evidentemente, no todas las consecuencias del cierre de los circuitos de aguas en la fabricación de papel y cartón son negativas. Frente a los inconvenientes citados, el cierre de los circuitos, cuando se realiza una gestión adecuada del agua, supone también numerosas ventajas, entre las cuales cabe mencionar.
A. Ventajas económicas: menores costes del agua de alimentación, menores costes de tratamiento del agua de alimentación y del efluente, menores costes de operación, etc.
B. Ventajas en el proceso: condiciones de operación más estables; menores pérdidas de fibras, finas, cargas y aditivos; mejora de la eficacia de producción, debido al aumento de la materia prima, que permite una mayor velocidad de la máquina, con el incremento de la productividad; posible mejora en la eficacia de los procesos de encolado, etc.
C. Ventajas medioambientales: menor impacto sobre el medio ambiente debido a un menor consumo de recursos naturales, menor vertido de efluentes, ahorro de energía, etc.
Diagrama del Proceso de Papel y Cartón Reciclado.
MATERIALES Y MÉTODOS.
Materiales
En el presente trabajo, el objeto de estudio es el agua reciclada del proceso del papel y cartón reciclado, para poder determinar la “caracterización y reducción de materia disuelta y coloidal en la fabricación de papel y cartón reciclado en la empresa INPETFA S.A.C. en la ciudad de Trujillo.
Materia prima
Agua procedente del proceso de la fabricación de papel y cartón reciclado.
Materiales
Agitador de vidrio, Probetas, Pipeta, Bureta, Vaso, Matraz Erlenmeyer, Embudo de vidrio, (marca pírex); Papel filtro, Frasco lavador, Pinzas, crisoles y Soporte.
Equipos
balanza analítica (0.0001g) marca (sartorius); cocina surge; espectrofotómetro. Marca gbc, longitud de onda 175 a 900 nm.
Métodos.
La MDC (materia disuelta y coloidal) es la más problemática en la fabricación de papel y cartón, dado que no se elimina en las etapas de depuración convencionales, acumulándose en los circuitos de agua hasta unas determinadas concentraciones que provocan problemas en el proceso de fabricación y una baja calidad del producto final.
El problema de acumulación de la MDC se puede minimizar mediante dos enfoques distintos y complementarios:
a) La utilización de métodos preventivos para reducir al máximo la liberación o solubilización de MDC.
b) La utilización de tecnologías de tratamiento de aguas para la eliminación de la MDC presente en las aguas de proceso.
En esta etapa, se ha optimizado la química del proceso de pulpado como método preventivo para minimizar la liberación de contaminantes a las aguas. Se ha seleccionado esta etapa, por ser una de las etapas más importantes en cuanto a la liberación de contaminantes a las aguas.
En este estudio, se analizó la influencia de la dosis de los diferentes aditivos utilizados en el pulpado alcalino convencional del papel recuperado: peróxido de hidrógeno, silicato sódico. Se determinó cuáles son los aditivos que más contribuyen a la solubilización de contaminantes del papel recuperado y las ventajas potenciales de una posible reducción de contaminantes en el agua del proceso.
Después de:
1. Analizar la influencia de la proporción de papel periódico, cartón y papel mixto como materia prima.
2. Analizar la influencia del contenido en materias impropias de la materia prima (suponiendo una proporción fija de papel periódico, papel mixto y cartón).
También se puede empleado la optimización química de la FAD (flotación por aire disuelto), para el tratamiento interno de las aguas de proceso, con el fin de maximizar la reducción de contaminantes, especialmente aquellos en forma disuelta y coloidal. Para ello se han utilizado dos aproximaciones:
· La utilización de nuevos productos químicos coagulantes, como es el hidróxido calcio y alumbre, desarrollados con el fin de aprovechar la sinergia entre compuestos inorgánicos (sales de aluminio) y orgánicos (polielectrolitos catiónicos).
· La optimización de la densidad de carga de un floculante convencional (poliacrilamida) para su utilización sólo o en combinación con un coagulante.
Ambos estudios se han llevado a cabo con aguas procedentes de la fabricación de papel periódico como materia prima, papel mixto y cartón reciclado, utilizando al 100% papel recuperado. En el caso de la primera aproximación, se han utilizado tantas aguas de proceso de la producción de papel, cartón para encuadernación, y cartón para calzado se han llevado a cabo pruebas a nivel de laboratorios en ambos tipos de producción con el coagulante y floculante más eficaz seleccionado en ensayos de laboratorio.
En cuanto a la influencia de los aditivos de pulpado sobre sales específicas, como los sulfatos, se observa que la resina es el aditivo de pulpado con mayor influencia, aunque también dosis mayores de silicato provocan un aumento de los sulfatos. Con respecto a la dureza, el factor que más influye es el jabón, pero tiene una influencia negativa (al aumentar su dosis disminuye la dureza). Esto puede justificarse por la relación entre pH y la solubilidad del carbonato cálcico, que es el principal compuesto que contribuye a la dureza en la fabricación de papel y cartón reciclado. A altas concentraciones de aditivos, el pH es más elevado y dado que el carbonato cálcico es mucho más soluble a pH más bajos, aunque la liberación de contaminantes pueda ser más alta, la mayor parte del carbonato cálcico que se libera no contribuye a la dureza disuelta de las aguas. Sobre la alcalinidad, el factor que más influye es de nuevo la resina colofonia que, por un lado, aumenta el pH y, por otro, libera gran cantidad de sustancias al agua que actúan como tampones. El sulfato de aluminio, debido a su efecto tampón, también contribuye de forma positiva al aumento de la alcalinidad.
Influencia de los Aditivos de pulpado en la liberación de carga contaminante.
| Parámetro | Papel Periódico | Papel Mixto | Cartón Reciclado |
| Solidos | Media | Media | Baja |
| DQO | Media | Media | Baja |
| Conductividad | Media | Media | Media |
| Alcalinidad | Baja | Baja | Baja |
| Sulfatos | Media | Baja | Baja |
Contenido de materias impropias en la materia prima del proceso.
El contenido en materias impropias en el papel recuperado es uno de los principales problemas al utilizar el papel y cartón reciclado. En los países con una mayor tasa de reciclaje, un importante aumento de la cantidad de materias impropias debidas al aumento de las tasas de recogida, que están originando problemas importantes a las fábricas. Por esta razón, se ha llevado a cabo un análisis del efecto que tiene la cantidad de materias impropias, fundamentalmente cartón, sobre la liberación de contaminantes a las aguas durante el proceso de pulpado.
Para llevar a cabo este análisis, el efecto de distintas mezclas de materias primas en las que el contenido de papel de periódico, mixto y cartón se ha mantenido en una relación 50/50, para ver qué cantidad de materias impropias se ha obtenido desde un 0 hasta un 5%.
Promedio de Material Impropio de las Aguas del Proceso de Fabricación.
Una de las variables que se ve más afectada por el contenido impropio en la materia prima, es la DQO. La diferencia entre una materia prima, con un 5% de material impropios y una materia prima libre de impropios, es la liberación de alrededor de un 15% más de DQO en las aguas, lo cual es importante si tenemos en cuenta que la DQO es uno de los parámetros más significativos de calidad de aguas y que puede llegar a ser un contaminante limitante para un mayor grado de cierre de los circuitos.
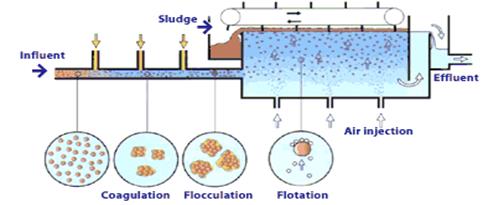
Reducción de contaminantes mediante flotación por aire disuelto (fad) con coagulación y floculación en el proceso industrial.
La flotación por aire disuelto (FAD) es un método fisicoquímico de eliminación de contaminantes. Es uno de los tratamientos internos más comunes usados en la fabricación de papel para el tratamiento de las aguas de proceso, dado que trata de forma económica grandes volúmenes de agua con un amplio intervalo de sólidos, entre 300 y 500 mg/L. En las fábricas de papel y cartón reciclado puede haber hasta cinco unidades FAD.
En la FAD, se pueden usar una gran variedad de aditivos químicos como el sulfato de aluminio o el cloruro férrico, los policloruros de aluminio, minerales como bentonitas o talcos, polielectrolitos como las poliacrilamidas, poliamidas o polivinilamidas, etc. Normalmente, se utiliza un coagulante y un floculante (mezcla de dos) o solamente un floculante, aunque existen ocasiones en que se pueden llegar a utilizar incluso tres o más productos. Se ha constatado que existe una sinergia en la eficacia de reducción de contaminantes cuando se utilizan productos de naturaleza inorgánica y orgánica a la vez. (Monte, 2000).
En principio, la FAD elimina de forma eficiente solo materia en suspensión (80-98%), como por ejemplo finas cargas de partículas de tinta o extractivos. Sin embargo, con la adecuada utilización de aditivos químicos, también pueden aglomerarse y eliminarse partículas orgánicas finamente dispersas y coloidales (> 0,2 um). En la actualidad existe un límite en la reducción de materia orgánica en torno al 20% (determinada como demanda química de oxígeno), ya que la mayor parte de la demanda química de oxígeno consiste en partículas menores de 0,2 um, un 85% del carbono orgánico total medido en la fracción disuelta y coloidal, corresponde a sustancias disueltas y solo 15% a sustancias coloidales. (Monte, 2000).
La eliminación de sustancias coloidales, medidas en términos de demanda catiónica, es superior, en el intervalo de 5 -15%. La MDC de naturaleza inorgánica o biológica, apenas se ve afectada en la FAD, por lo que son necesarias distintas tecnológicas de tratamiento de aguas si son estos elementos los que limitan el mayor cierre de los circuitos de agua. (Monte, 2009).
Tecnología convencional de tipo fisicoquímico
RESULTADOS.
Muestras con cada una de las materias primas utilizadas al inicio de la investigación
Caracterización de Aguas Residuales en la Producción de Papel y Cartón Reciclado Analizados en Laboratorio.
| Parámetros | Unidad de medida | Datos promedio | Datos promedio | Datos promedio |
| Papel periódico Reciclado | Papel mixto Reciclado | Cartón reciclado | ||
| Dureza total | mg/L | 464.0 | 448 | 406 |
| Dureza calcica | mg/L | 280.0 | 256 | 252.4 |
| Dureza magnesica | mg/L | 184.0 | 192 | 153.6 |
| Calcio | mg/L | 112.0 | 102.4 | 100.96 |
| Manganeso | mg/L | 4.47 | 4.67 | 3.73 |
| Aceites y grasas | mg/L | 58.72 | 49.14 | 41.63 |
| Cloruros | mg/L | 238 | 262.35 | 283.62 |
| Ph | S/U | 6.89 | 6.65 | 6.82 |
| Temperatura | °C | 25.08 | 26.45 | 25.37 |
| Sulfatos | mg/L | 152.24 | 149.81 | 152.24 |
| Sodio | mg/L | 196.00 | 238 | 216 |
| Solidos totales | mg/L | 1110 | 1158 | 1142 |
| Solidos disueltos | mg/L | 613 | 718 | 715 |
| Solidos susp. Totales | mg/L | 497 | 440 | 427 |
| Conductividad | Ms/cm | 1.73 | 1.81 | 1.78 |
| Alcalinidad | mg/L | 104 | 107 | 106 |
| Turbidez | unt | 4.76 | 4.26 | 4.32 |
| Dqo | mg/L | 1185 | 1128 | 1136 |
| Dbo5 | mg/L | 605 | 571 | 583 |
| Plomo | mg/L | 0.032 | 0.031 | 0.022 |
| Cadmio | mg/L | < 0.010 | < 0.012 | < 0.011 |
Parámetros de Aguas Residuales Promedio del Papel y Cartón Reciclado.
| Parámetros | Unidad De medida | Papel periódico Reciclado | Papel mixto Reciclado | Cartón Reciclado | Promedio Muestras |
| Ph | S&U | 6.89 | 6.65 | 6.82 | 6.79 |
| Temperatura | (°C) | 25.08 | 26.45 | 25.37 | 25.63 |
| Solidossusp. Totls | mg/L | 497 | 440 | 445 | 460.67 |
| Aceites y grasas | mg/L | 58.72 | 49.14 | 41.63 | 49.83 |
| Dbo5 | mg/L | 605 | 571 | 583 | 586.33 |
| Dqo | mg/L | 1185 | 1128 | 1136 | 1149.67 |
Promedio Comparativos de las Muestras de Agua Residual de Papel y Carton Reciclado con los Limites Maximos Permisibles para Efluentes de Fabricacion de Papel. D.S N° 003-2002 –Produce.
| Parámetros | Promedio (Muestras) | L.M.P Para Alcantarillado Efluente Para Papel D.S N°003-2002 |
| PH | 6.79 | 6 - 9 |
| Temperatura (°C) | 25.63 | 35 |
| Solidos Susp. Totls (mg/L) | 460.67 | 500 |
| Aceites y Grasas (mg/l) | 49.83 | 50 |
| DBO5 (mg/L) | 586.33 | 500 |
| DQO (mg/L) | 1149.67 | 1000 |
Promedio Comparativo de Efluentes para Fabricacion de Papel. D.S N° 003- 2002 – Produce vs Muestras de Laboratorio de Papel y Carton reciclado.
Representacion en una Ecuacion Lineal
Promedio comparativo con muestras de Coagulante (hidróxido de calcio y alumbre) y Floculante (poliacrilamida) vs Limites Maximos Permisibles efluentes de Fabricacion de Papel. D.S N° 003-2002 –Produce.
| Parámetros | Promedio (Muestras con C y F) | L.M.P Para Alcantarillado |
| Efluente Para Papel D.S N°003-2002 | ||
| PH | 8.40 | 6 - 9 |
| Temperatura (°C) | 26.50 | 35 |
| Solidos susp. Totales (mg/L) | 150.26 | 500 |
| Aceites y Grasas (mg/L) | 48.56 | 50 |
| DBO5 (mg/L) | 300.24 | 500 |
| DQO (mg/L) | 750.82 | 1000 |
Promedio Comparativo con Muestras (Coagulante y Floculante) vs parametros para Efluentes de Fabricacion de Papel. D.S N° 003-2002 – Produce
Representacion en una Ecuacion Lineal
Valores Máximos Admisibles (VMA) de las Descargas de Aguas Residuales no Domesticas en el Sistema de Alcantarillado Sanitario D.S N° 021-2009-MVCS.
| Parámetro | Unidad | VMA Para Descargas al Sistema de Alcantarillado |
| Demanda Bioquímica de Oxigeno (DBO5) | mg/L | 500 |
| Demanda Quimica de Oxigeno (DQO) | mg/L | 1000 |
| Solidos Suspendidos Totales (S.S.T) | mg/L | 500 |
| Aceites y Grasas (A y G) | mg/L | 100 |
Valores Máximos Admisibles (VMP) de las Descargas de las Aguas Residuales no Domesticas en el sistema de Alcantarillado Sanitario D.S N° 021-2009 – MVCS.
| Parámetro | Unidad | Expresión | VMA Para Descargas Al Sistema De Alcantarillado |
| Aluminio | mg/L | Al | 10 |
| Arsenico | mg/L | As | 0.5 |
| Boro | mg/L | B | 4 |
| Cadmio | mg/L | Cd | 0.2 |
| Cianuro | mg/L | CN | 1 |
| Cobre | mg/L | Cu | 3 |
| Cromo hexavalente | mg/L | Cr+6 | 0.5 |
| Cromo total | mg/L | Cr | 10 |
| Manganeso | mg/L | Mn | 4 |
| Mercurio | mg/L | Hg | 0.02 |
| Niquel | mg/L | Ni | 4 |
| Plomo | mg/L | Pb | 0.5 |
| Sulfatos | mg/L | SO4 | 500 |
| Sulfuros | mg/L | S-2 | 5 |
| Zinc | mg/L | Zn | 10 |
| Niutrogeno amoniacal | mg/L | NH4 | 80 |
| Ph | S/U | PH | (6 - 9) |
| Solidos sedimentales | ml/L/h | S.S. | 8.5 |
| Temperatura | (°C) | T | < 35 |
Fuente: Ministerio de Vivienda Construcción y Saneamiento 2009 – (MVCS)
DISCUSION
Los resultados de los análisis obtenidos de las diferentes muestras realizadas en el laboratorio nos dan la diferencia que existe entre el papel periódico, mixto y cartón reciclado, además, estos valores se encuentran dentro de los límites máximos permisibles (L.M.P) de efluentes para el alcantarillado en actividades de Cemento, Cerveza, Papel y Curtiembre.
Con respecto a las diferencias significativas de los valores encontrados después de realizar las pruebas en laboratorio, aplicando un coagulante y un floculante, se obtuvo que los resultados mucho más favorables con respecto a los análisis iniciales mejoran en los sólidos totales, solidos disueltos, solidos suspendidos totales, en DQO, DBO., grasas y aceites, etc., mientras que el pH es ligeramente alcalino con 8,4.
De acuerdo a estos resultados, el agua del proceso se podría reciclar en un 70% con respecto a lo que veníamos reciclando que era el 25% del agua del proceso, además, se encuentra dentro de los parámetros como los límites máximos permisibles (L.M.P) para las actividades de fabricación de papel y los valores máximos admisibles (V.M.A) para aguas residuales no domésticas, como se muestra en la Tabla N° 09, excepto del DBO. y el DQO que se encuentran ligeramente por encima de los estándares.
El coagulante y el floculante, que también nos da mejor resultado, son los de carácter inorgánico ya que son menos complejos y más económicos para utilizar en el proceso de agua residual, además, tiene un comportamiento más estable. También se pueden utilizar coagulante y el floculante orgánico como por ejemplo policloruros de aluminio, clorhidrato de aluminio, bentonitas, etc.
CONCLUSIONES.
De acuerdo con la norma que establece los límites máximos permisibles (L.M.P) estandares para la fabricacion de papel ,cemento, cerveza y curtiembre D.S N° 003-2002 – Produce, y los valores maximos admisibles (V.M.A) de las descargas de las aguas residuales no domesticas en el sistema de alcantarillado sanitario D.S. N° 021-2009 – Ministerio de vivienda construcción y saneamiento (MVCS), se ha llegado a la siguiente conclusión.
El valor promedio encontrado de los analisis de las muestras de aguas residuales (papel periodico, papel mixto y carton reciclado), son valores que se encuentran dentro del rango de los valores maximos admisibles y los limites maximos permisibles, excepto de la DQO y el DBO. que se encuentran por encima de los limites maximos permisibles (L.M.P.) y los valores maximos admisibles (V.M.A), donde hay una ligero incremento sobre el estandar.
Con respecto a los iones cloruros, el valor promedio encontrado fue de 241 mg/L, valor muy inferior al valor que puede inhibir la accion de microorganismos depuradores, siendo un valor mayor a 400 mg/L.
La química del pulpado, es un factor muy importante para mayor o menor liberación de contaminantes en el proceso, ya que trabajamos no utilizando productos químicos que altera el ecosistema acuático, flora y fauna del mar, a diferencias de otros procesos que utilizan hidróxido de sodio, que tiene mayor influencia sobre los contaminantes de las aguas, por lo que se propone un destintado neutro o destintado alcalino. También, se ha determinado la naturaleza de las sustancias liberadas con cada tipo de papel y cartón reciclado de acuerdo con la dosis de aditivos empleados; en este caso, material impropio que tienen influencia sobre los Sólidos Totales o DQO.
Se ha demostrado que existe una fuerte sinergia entre las diferentes sales de aluminio y polielectrolitos catiónicos, en lo cual es afectiva en la reducción de la materia disuelta y coloidal en los ensayos realizados en laboratorio.
La Flotación por aire disuelto (FAD), es un tratamiento efectivo para el tratamiento de aguas residuales, en el proceso de papel y cartón reciclado, especialmente se utiliza los coagulantes y floculantes utilizados en este caso, además de la reducción de solidos suspendidos totales, al mismo tiempo hay reducción de la materia disuelta y coloidal.
En el análisis promedio encontrando después de realizar las pruebas en laboratorio aplicando un coagulante (hidróxido de calcio y alumbre) y un floculante (poliacrilamida) después de trabajar con cuatro concentraciones diferentes se obtuvo que los resultados mucho más favorables con respecto a los análisis iniciales mejorando en los sólidos totales, solidos disueltos, solidos suspendidos totales, en DQO, DBO., grasas y aceites, etc., etc. pero se observa que el pH el ligeramente alcalino con 8,4 el cual se encuentra dentro de los parámetros requeridos.
REFERENCIAS BIBLIOGRAFICAS
Armas, R (2002); Tecnologia Ambiental. Especialista en preservación del Ambiente, Universidad Nacional de Trujillo – Peru.
Baca, M. (2012); “tratamiento de los efluentes domésticos mediante humedales artificiales para riego de áreas verdes en el distrito de marcona”. Universidad Nacional del Callao. Lima – Peru.
Carrión, G. (2009); “Obtención de pulpa de papel a partir del bagazo de caña”. I seminário de lá indústria azucarera. Universidad Nacional de Trujillo – Peru.
Congreso de la República (2008). Decreto Legislativo N° 1013 – Ley de Creación, Organización y Funciones del Ministerio del Ambiente Lima – Perú.
Congreso de la República (2000). Ley N°27314 – Ley General de Residuos Sólidos Lima - Perú.
Congreso de la República (2004), Reglamento de la Ley General de Residuos Solidos D.S. 057 – PCM. Lima – Perú.
Congreso de la República (2017), D.L. 1278 -PCM, decreto legislativo que aprueba la ley de gestión integral de los resíduos sólidos.
Congreso de la republica (2011); ley N°29783 – ley de seguridad y salud en el trabajo.
Congreso de la republica (2000). ley N°27314 – ley general de resíduos lima – Perú.
Elias, S (2015); “Caracterización y Reducción de la materia disuelta y coloidal en la fabricación de papel y cartón reciclado en la empresa Inpetfa sac”. Universidad Nacional de Trujillo. Lima Peru.
Giménez, A. y Rodríguez, P. (2009); “fabricación de papel a partir de materias primas alternativas a las convencionales”. universidad de córdova – españa.
Greenpeace, C (2006); El futuro de la producción de celulosa y las técnicas de producción más favorables para el medio ambiente. madrid – españa.
Huertas, G y Vásquez, J (2012); Estudio de Caracterización de los residuos sólidos, urbanos del distrito de Trujillo. Municipalidad Provincial de Trujillo.
Monte, L. (2009); “Depósitos Adherentes en el Proceso de Fabricación de Papel Reciclado”. Universidad Complutense de Madrid – España.
Mutjé P. Pèlach, M.A., Barberà L. (2008). Estado actual del reciclado de papel y Cartón en la industria papelera. “Capítulo V del libro Panorama de Celulosa y Papel en Ibero–América 2008”. Red Ibero–Americana de Celulosa y Papel. CYTED, Bs.As., 203–234.
Plan Integral de Gestión Ambiental de los Residuos Sólidos (2010 – 2012, PIGARS); Comisión Ambiental Municipal de la Província de Trujillo – Peru.
Rodríguez, B. Y Jiménez, J. (2012); “Las Centrales En La Fabricación De Papel” Madrid – España.
Teschke, K y Dermes, P. 2005 Dick H, Judith A, 1994 Enciclopedia de Salud y Seguridad en el Trabajo - Industria de Papel y de la Pasta de Papel, Madrid – España.
Vergara, M. (2013); “Propuesta de Manejo Integral de Residuos Sólidos en la Universidad Privada Del Norte”, Distrito de Trujillo, Província de Trujillo Departamento La Libertad. Trujillo – Peru.
Xavier, E. (2009); Reciclaje de Residuos Sólidos Industriales, Ed. Dias de Santos de Madrid – España.
ANEXOS
Fig. 1

Fig. 2

Fig. 3

Fig. 4

Fig. 5

Fig. 6

Notas de autor
Email: jelias_s@hotmail.es